
Post by BigBore on Jan 10, 2014 11:10:50 GMT -8
6.5 x 6.8 SPC
(6.5 x 43mm)
Just before Christmas I was fortunate enough to win one of the 6.5x 6.8 barrels that Black Hole Weaponry gave away during a Christmas promotional.
Before anything else, I want to thank Black Hole Weaponry for the opportunity to evaluate the 6.5 x 6.8 barrel.
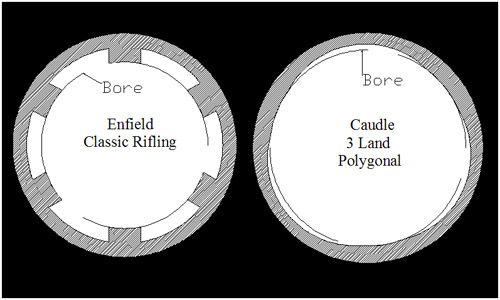
The barrel is 416R stainless, target crowned, no threads, 22 inches long, standard profile with the diameter under the hand guards varying from .890 inch in front of the chamber to .900 inch right before the gas block. The gas block seat measured .749 inch for a distance of 2.100 inches and then tapered to .730 inch. The .730 inch diameter is maintained all the way to the muzzle. The step from .749 to .730 was so well polished/blended that the taper could not be seen but it could be felt. The gas block is at the rifle length location. The barrel has a 1:9 twist with BHW Caudle polygonal rifled three-land RH bore.
Courtesy of Black Hole Weaponry
The finish is the standard finish and looks to be a very well buffed and beautiful low-gloss finish. While beautiful, it is a bit too shiny for a hunting rifle and a matte or bead blast finish would have been much more appropriate for a hunting rifle but is quite stunning on a range rifle. BHW does offer a bead blasted or matte black finish for a slight extra charge.
When I first took delivery of the barrel things looked ominous. The UPS handlers had not been kind to the shipping tube and it was clear the barrel had knocked the end of the tube off the box. Someone had put the barrel back in and taped up the malformed end cap but it still came loose. Fortunately the barrel was not damaged in any way.


The barrel came with an M4 barrel extension and has a .099-.100 inch diameter gas port (.099 jobber bit went in with a little room extra but a .101 would not enter) located .303 inch from the barrel shoulder to the center of the gas port. This distance allowed for a .030 gap between the gas block and the barrel shoulder.


The bottom of the barrel has a single dimple so that aligning the barrel’s gas port with the port in the gas block is idiot proof.

The interior of the barrel is as smooth as glass, and there is no hint of a burr at the gas port. A burr at the gas port is not unusual, and is in fact quite common, but this barrel had absolutely no sign of a burr what so ever. On the outside, it was obvious that even the gas port and gas block shoulder had been polished as none of the edges were sharp and the gas port was in fact a little dished out from polishing. The rounded over edges of the gas port should not hurt anything but this is the first time I have ever seen the gas port’s edges rounded over by polishing. This is not a criticism, only an observation.

The muzzle was beautifully crowned with what looks to be an 11* target crown sans threads.

The muzzle end of the barrel was marked on the top side with the BHW logo and the caliber, twist, and type of rifling. I wish they had not put this so close to the muzzle, especially since it was also on the barrel extension, because part of it will be lost when the muzzle is threaded for a muzzle attachment.

I chose to complete this build using a Surplus Ammo and Arms stripped upper receiver (made by Aero Precision) with a caliber engraved ejection port cover from Dr. Dustcover, Stephen Lubecki. Outside is engraved 6.5 x 43 (I personally find the 6.5 x 6.8 very confusing) and the inside with the American Flag and Molon Labe with Greek lettering.
His engraving work is exquisite and the customer service is absolutely outstanding.
Dr. Dustcover can be reached at lslubecki@yahoo.com


The barrel is fitted with a Midwest Industries low profile long gas block (this unit uses three set screws) as well as a Midwest Industries Gen 2 SS 15 inch black hand guard which comes with barrel nut, barrel nut wrench, two three-slot polymer rail sections and one steel rail section with QD attachment and two rail slots. I fitted the handguard with two sets of Midwest Industries FDE handguard panel covers. These panel kits are offered in two variations, two plain panels and a hand stop panel or three plain panels. I chose two sets of the plain handguard panels. The MI panel covers only increase the diameter of the handguard minimally and they still allow the use of a rail mounted VLTOR bipod.
Installation of the barrel is straightforward. The front of the receiver was squared using the Brownell’s receiver lapping tool and Clover 320 grit lapping compound. Aeroshell 33MS grease was used to lubricate the barrel nut threads. The barrel nut was tightened in excess of 30 ft-lbs, but less than 80 ft-lbs, so that the gas port in the upper receiver was clear.

The Midwest Industries low profile gas block and tube were installed.

Two drops of Blue Lock-Tite was applied to the OUTSIDE of the barrel nut and the forend was slipped over the barrel and onto the barrel nut and the rail of the handguard was aligned with the upper receiver rail with a Yankee Hill Machine handguard alignment jig. The two clamp screws were tightened to 30 inch-pounds (35 inch-pounds max), rear screw tightened first. The three rail sections were installed and tightened to 30 inch-pounds (35 inch-pounds max) and the handguard panels were installed and tightened to 10 inch-pounds (15 inch-pounds max).

The bolt is a 6.8 SPC Super Bolt from AR Performance housed in a Bravo Company M16 bolt carrier. The Super Bolt is used because it offers an increase in strength over a standard 6.8 bolt. The charging handle is the Bravo Company Gunfighter Mod 4, current version with gas deflecting abilities.
The upper was completed with the addition of a Leupold VXIII 8.5-25 scope held in Warne medium 30 mm fixed rings on an ARMS rail riser, which allows for the front ring to be extended past the front of the receiver.
With the upper completed it was attached to a TROMIX lower that I have already built for a 6.5 Grendel using a Mag-Pul PRS stock and White Oak Armament tuned (3.5 pounds) Rock River National Match two-stage trigger.

Now we get to the fun part, making the ammunition.
Since one cannot buy 6.5 x 6.8 ammunition factory loaded, one must form the cases oneself. Forming the 6.5 x 6.8 case is easily accomplished using the Redding FL sizing bushing die equipped with a .285 bushing.
After the once fired 6.8 cases were deprimed with a universal decapping die and tumbled clean, the flash hole was uniformed and cleaned, and one trip through the Redding die and out comes a perfectly formed 6.5 x 6.8 case. A trip through the Lyman .260 M die expands the neck to just below bullet diameter and then a trip to the trim station and all the cases were trimmed to the same length. It seems there is a lot of length variation with Silver State Armory brass because before forming, I noticed my personally once fired 6.8 brass varied from 1.660 to .1687 inch. While the maximum case length for the 6.5 x 6.8 is the same as the 6.8 SPC, 1.686 inch with a trim to length of 1.676, I found most of my fired cases were in the 1.670 range and that was the length I settled on for trimming. After forming, case length had not increased and all were trimmed to 1.670 inch. The next case prep operation was de-burring the flash hole, where a large amount of burrs and flashing was found to be present and was removed.
Stay tuned for part 2, when the weather breaks!
(6.5 x 43mm)
Just before Christmas I was fortunate enough to win one of the 6.5x 6.8 barrels that Black Hole Weaponry gave away during a Christmas promotional.
Before anything else, I want to thank Black Hole Weaponry for the opportunity to evaluate the 6.5 x 6.8 barrel.
The barrel is 416R stainless, target crowned, no threads, 22 inches long, standard profile with the diameter under the hand guards varying from .890 inch in front of the chamber to .900 inch right before the gas block. The gas block seat measured .749 inch for a distance of 2.100 inches and then tapered to .730 inch. The .730 inch diameter is maintained all the way to the muzzle. The step from .749 to .730 was so well polished/blended that the taper could not be seen but it could be felt. The gas block is at the rifle length location. The barrel has a 1:9 twist with BHW Caudle polygonal rifled three-land RH bore.
Courtesy of Black Hole Weaponry
The finish is the standard finish and looks to be a very well buffed and beautiful low-gloss finish. While beautiful, it is a bit too shiny for a hunting rifle and a matte or bead blast finish would have been much more appropriate for a hunting rifle but is quite stunning on a range rifle. BHW does offer a bead blasted or matte black finish for a slight extra charge.
When I first took delivery of the barrel things looked ominous. The UPS handlers had not been kind to the shipping tube and it was clear the barrel had knocked the end of the tube off the box. Someone had put the barrel back in and taped up the malformed end cap but it still came loose. Fortunately the barrel was not damaged in any way.
The barrel came with an M4 barrel extension and has a .099-.100 inch diameter gas port (.099 jobber bit went in with a little room extra but a .101 would not enter) located .303 inch from the barrel shoulder to the center of the gas port. This distance allowed for a .030 gap between the gas block and the barrel shoulder.
The bottom of the barrel has a single dimple so that aligning the barrel’s gas port with the port in the gas block is idiot proof.
The interior of the barrel is as smooth as glass, and there is no hint of a burr at the gas port. A burr at the gas port is not unusual, and is in fact quite common, but this barrel had absolutely no sign of a burr what so ever. On the outside, it was obvious that even the gas port and gas block shoulder had been polished as none of the edges were sharp and the gas port was in fact a little dished out from polishing. The rounded over edges of the gas port should not hurt anything but this is the first time I have ever seen the gas port’s edges rounded over by polishing. This is not a criticism, only an observation.
The muzzle was beautifully crowned with what looks to be an 11* target crown sans threads.
The muzzle end of the barrel was marked on the top side with the BHW logo and the caliber, twist, and type of rifling. I wish they had not put this so close to the muzzle, especially since it was also on the barrel extension, because part of it will be lost when the muzzle is threaded for a muzzle attachment.
I chose to complete this build using a Surplus Ammo and Arms stripped upper receiver (made by Aero Precision) with a caliber engraved ejection port cover from Dr. Dustcover, Stephen Lubecki. Outside is engraved 6.5 x 43 (I personally find the 6.5 x 6.8 very confusing) and the inside with the American Flag and Molon Labe with Greek lettering.
His engraving work is exquisite and the customer service is absolutely outstanding.
Dr. Dustcover can be reached at lslubecki@yahoo.com
The barrel is fitted with a Midwest Industries low profile long gas block (this unit uses three set screws) as well as a Midwest Industries Gen 2 SS 15 inch black hand guard which comes with barrel nut, barrel nut wrench, two three-slot polymer rail sections and one steel rail section with QD attachment and two rail slots. I fitted the handguard with two sets of Midwest Industries FDE handguard panel covers. These panel kits are offered in two variations, two plain panels and a hand stop panel or three plain panels. I chose two sets of the plain handguard panels. The MI panel covers only increase the diameter of the handguard minimally and they still allow the use of a rail mounted VLTOR bipod.
Installation of the barrel is straightforward. The front of the receiver was squared using the Brownell’s receiver lapping tool and Clover 320 grit lapping compound. Aeroshell 33MS grease was used to lubricate the barrel nut threads. The barrel nut was tightened in excess of 30 ft-lbs, but less than 80 ft-lbs, so that the gas port in the upper receiver was clear.
The Midwest Industries low profile gas block and tube were installed.
Two drops of Blue Lock-Tite was applied to the OUTSIDE of the barrel nut and the forend was slipped over the barrel and onto the barrel nut and the rail of the handguard was aligned with the upper receiver rail with a Yankee Hill Machine handguard alignment jig. The two clamp screws were tightened to 30 inch-pounds (35 inch-pounds max), rear screw tightened first. The three rail sections were installed and tightened to 30 inch-pounds (35 inch-pounds max) and the handguard panels were installed and tightened to 10 inch-pounds (15 inch-pounds max).
The bolt is a 6.8 SPC Super Bolt from AR Performance housed in a Bravo Company M16 bolt carrier. The Super Bolt is used because it offers an increase in strength over a standard 6.8 bolt. The charging handle is the Bravo Company Gunfighter Mod 4, current version with gas deflecting abilities.
The upper was completed with the addition of a Leupold VXIII 8.5-25 scope held in Warne medium 30 mm fixed rings on an ARMS rail riser, which allows for the front ring to be extended past the front of the receiver.
With the upper completed it was attached to a TROMIX lower that I have already built for a 6.5 Grendel using a Mag-Pul PRS stock and White Oak Armament tuned (3.5 pounds) Rock River National Match two-stage trigger.
Now we get to the fun part, making the ammunition.
Since one cannot buy 6.5 x 6.8 ammunition factory loaded, one must form the cases oneself. Forming the 6.5 x 6.8 case is easily accomplished using the Redding FL sizing bushing die equipped with a .285 bushing.
After the once fired 6.8 cases were deprimed with a universal decapping die and tumbled clean, the flash hole was uniformed and cleaned, and one trip through the Redding die and out comes a perfectly formed 6.5 x 6.8 case. A trip through the Lyman .260 M die expands the neck to just below bullet diameter and then a trip to the trim station and all the cases were trimmed to the same length. It seems there is a lot of length variation with Silver State Armory brass because before forming, I noticed my personally once fired 6.8 brass varied from 1.660 to .1687 inch. While the maximum case length for the 6.5 x 6.8 is the same as the 6.8 SPC, 1.686 inch with a trim to length of 1.676, I found most of my fired cases were in the 1.670 range and that was the length I settled on for trimming. After forming, case length had not increased and all were trimmed to 1.670 inch. The next case prep operation was de-burring the flash hole, where a large amount of burrs and flashing was found to be present and was removed.
Stay tuned for part 2, when the weather breaks!